


การประยุกต์ใช้เทคโนโลยีควบคุมอัตโนมัติในการหมักชีวภาพ
ลักษณะของพารามิเตอร์ปฏิกิริยาการหมักทางชีวภาพมีความหลากหลาย ทั้งยังเปลี่ยนแปลงไปตามเวลาและการเผาผลาญของจุลชีพไปพร้อมกัน ขณะเดียวกันกฎเกณฑ์ก็เปลี่ยนแปลงด้วย จึงเป็นระบบไม่เชิงเส้น ในระยะแรกจะวิเคราะห์ในห้องปฏิบัติการด้วยการเก็บตัวอย่างด้วยมือเพื่อให้ได้ข้อมูลตัวแปรพารามิเตอร์ของระบบการหมัก แล้วจึงควบคุมกระบวนการหมักทั้งหมด แม้ว่าวิธีการทำงานที่ใช้ระบบอัตโนมัติระดับต่ำนี้จะช่วยประหยัดการลงทุนด้านอุปกรณ์ในช่วงเริ่มต้น แต่ก็ยังมีปัญหาในการใช้งาน เช่น ต้นทุนแรงงานที่เพิ่มขึ้น การใช้พลังงานและวัตถุดิบสูง การใช้เครื่องจักรไม่คุ้มค่า ความล่าช้าในการตอบสนองข้อมูลพารามิเตอร์ ความผิดพลาดจากการปฏิบัติงานของบุคลากร และผลผลิตที่ไม่คงที่
ท่ามกลางการแข่งขันทางตลาดที่รุนแรงขึ้นอย่างต่อเนื่อง บริษัทจำนวนมากขึ้นต่างมองหาวิธีปรับปรุงกระบวนการผลิต เช่น การนำระบบควบคุมอัตโนมัติมาใช้ในกระบวนการหมัก การใช้เทคโนโลยีการตรวจวัด เทคโนโลยีเซนเซอร์ และเทคโนโลยีควบคุมเชิงคาดการณ์แบบฟัซซี เพื่อควบคุมอุณหภูมิ ความดันถัง ค่า pH ออกซิเจนละลาย ปริมาณอากาศ ปริมาณการป้อน ความหนาแน่นของฟอง ความเร็วการกวน และการแสดงผลการทำงานผิดพลาดของมอเตอร์แบบดิจิทัล ไม่เพียงช่วยประหยัดกำลังคนได้มาก แต่ยังช่วยเพิ่มประสิทธิภาพการผลิตและคุณภาพของผลิตภัณฑ์ด้วย
บทนำของระบบควบคุมอัตโนมัติสำหรับการหมัก
พารามิเตอร์การหมักคือคุณลักษณะทางสรีรวิทยาและชีวเคมีของกระบวนการหมักและสายพันธุ์จุลชีพ ซึ่งเป็นพื้นฐานสำคัญที่ใช้ควบคุมกระบวนการหมัก ในกระบวนการหมัก หัวใจสำคัญของการควบคุมอัตโนมัติคือเซนเซอร์ที่ใช้วัดพารามิเตอร์ต่าง ๆ สัญญาณแปรผันของกระบวนการหมักที่ตรวจจับได้โดยเซนเซอร์จะถูกแปลงจากสัญญาณที่ไม่ใช่ไฟฟ้าเป็นสัญญาณไฟฟ้ามาตรฐานโดยทรานสมิตเตอร์ จากนั้นจึงแสดงผล บันทึก หรือส่งต่อไปยังคอมพิวเตอร์เพื่อประมวลผลผ่านเครื่องมือวัด
ระบบควบคุมอัตโนมัติสำหรับการหมักประกอบด้วย 3 ส่วน ได้แก่ องค์ประกอบตรวจจับ ส่วนควบคุม และส่วนปฏิบัติการ
1. องค์ประกอบตรวจจับ
เซนเซอร์มีวิธีการจำแนกหลายประเภท สามารถจำแนกตามวิธีการวัดได้เป็นเซนเซอร์แบบออฟไลน์และแบบออนไลน์ และจำแนกตามหลักการวัดได้เป็นเซนเซอร์ที่ทำจากองค์ประกอบรับแรง องค์ประกอบรับความร้อน องค์ประกอบรับแสง องค์ประกอบรับสนามแม่เหล็ก องค์ประกอบทางเคมีไฟฟ้า และไบโอเซนเซอร์ เนื่องจากสัญญาณไฟฟ้าส่งผ่านได้ง่าย เซนเซอร์ส่วนใหญ่จึงส่งออกเป็นสัญญาณไฟฟ้า เช่น แรงดันไฟฟ้า กระแสไฟฟ้า ความต้านทาน ความเหนี่ยวนำ ค่าคาปาซิแตนซ์ และความถี่
2. ส่วนควบคุม
หน้าที่หลักของส่วนควบคุมคือเปรียบเทียบสัญญาณพารามิเตอร์ต่าง ๆ ที่ตรวจจับได้จากองค์ประกอบตรวจจับกับค่าที่กำหนดไว้ล่วงหน้า และส่งคำสั่งสัญญาณไปยังแอคชูเอเตอร์เพื่อทำการปรับควบคุม โดยทั่วไปจะใช้การควบคุมแบบสวิตช์และแบบแอนะล็อก การควบคุมแบบสวิตช์หมายถึงสถานะเปิดและปิด แทนด้วย 0 และ 1 คือสถานะเปิดหรือปิด ตัวอย่างเช่น ในการควบคุมกระบวนการหมัก การควบคุมแบบสวิตช์ทำได้เพียงควบคุมการเปิด-ปิดของวาล์วเท่านั้น ส่วนการควบคุมแบบแอนะล็อกไม่เพียงควบคุมการเปิด-ปิดของวาล์วได้ แต่ยังควบคุมระดับการเปิด-ปิดของวาล์วในกระบวนการหมักได้ด้วย จึงทำหน้าที่เป็นการปรับควบคุม
3. ส่วนปฏิบัติการ
ส่วนปฏิบัติการคือองค์ประกอบที่ทำหน้าที่ควบคุมโดยตรง เช่น วาล์วแม่เหล็กไฟฟ้า วาล์วควบคุมแบบนิวเมติก วาล์วควบคุมไฟฟ้า ตัวลดรอบ ปั๊มเพอริสตัลติก เป็นต้น ซึ่งสะท้อนสัญญาณเอาต์พุตจากตัวควบคุมหรือค่าตัวแปรควบคุมที่เปลี่ยนแปลงจากการแทรกแซงด้วยมือของผู้ปฏิบัติงาน แอคชูเอเตอร์สามารถทำงานได้ต่อเนื่องหรือเป็นช่วง ๆ
แอคชูเอเตอร์สามารถแบ่งตามแหล่งพลังงานได้เป็นแบบนิวเมติก แบบไฟฟ้า และแบบไฮดรอลิก ที่ใช้กันมากที่สุดในกระบวนการหมัก ได้แก่ วาล์วควบคุมไดอะแฟรมแบบนิวเมติก วาล์วบอลแบบนิวเมติก วาล์วมุมฉากแบบนิวเมติก วาล์วแม่เหล็กไฟฟ้า เป็นต้น
การตรวจวัดและควบคุมพารามิเตอร์ทั่วไปในกระบวนการหมัก
1.อุณหภูมิ
ในกระบวนการหมัก มักใช้เทอร์มอมิเตอร์แบบความต้านทานในการตรวจวัดอุณหภูมิการหมัก การวัดอุณหภูมิแบบความต้านทานอาศัยคุณสมบัติของค่าความต้านทานในตัวนำโลหะหรือสารกึ่งตัวนำที่เปลี่ยนไปตามอุณหภูมิ แล้วแปลงการเปลี่ยนแปลงของค่าความต้านทานเป็นสัญญาณไฟฟ้า สัญญาณไฟฟ้าจะส่งคำสั่งควบคุมไปยังแอคชูเอเตอร์ผ่านเครื่องมือควบคุมและสวิตช์หรือวงจรควบคุมต่าง ๆ ดังนั้นจึงสามารถเปิดหรือปิดอุปกรณ์ทำความเย็นหรือทำความร้อนเพื่อรักษาอุณหภูมิในถังให้คงที่ และบรรลุเป้าหมายของการควบคุมอุณหภูมิอัตโนมัติ
เมื่อการควบคุมอุณหภูมิการหมักสิ้นสุดลง มักยังเกิดปรากฏการณ์ฮิสเทอรีซิสอยู่เสมอ การควบคุมที่เหมาะสมและทันเวลามักต้องอาศัยประสบการณ์และทักษะของวิศวกร
2. ความดันถัง
เซนเซอร์วัดความดันมีหลายประเภท ได้แก่ แบบสเตรนเกจความต้านทาน แบบไพโซรีซิสทีฟ แบบเหนี่ยวนำ และแบบคาปาซิทีฟ ในบรรดาเหล่านี้ แบบที่ใช้กันแพร่หลายที่สุดคือเซนเซอร์วัดความดันแบบไพโซรีซิสทีฟ ซึ่งมีความแม่นยำสูงกว่าและมีลักษณะเชิงเส้นดีกว่า อีกทั้งราคาปานกลาง ทรานสมิตเตอร์ความดันจะแปลงความดันของถังหมักเป็นสัญญาณไฟฟ้าเพื่อส่งเข้าสู่ระบบควบคุม วิธีควบคุมความดันโดยทั่วไปคือปรับอัตราการไหลของอากาศเข้า หรือปริมาณการแทนที่ของอากาศ เพื่อรักษาความดันที่ต้องการระหว่างกระบวนการหมัก
3. ความเร็วการกวน
สามารถวัดความเร็วการกวนได้ด้วยเครื่องวัดความเร็วแบบเหนี่ยวนำแม่เหล็ก เครื่องวัดความเร็วแบบเหนี่ยวนำแสง หรือเครื่องกำเนิดสัญญาณแทคโคมิเตอร์
4. อัตราการไหลของอากาศและอัตราการพ่นของเหลว
การตรวจวัดอัตราการไหลโดยทั่วไปใช้โฟลว์มิเตอร์แบบลูกลอยโลหะ โฟลว์มิเตอร์แม่เหล็กไฟฟ้า โฟลว์มิเตอร์แบบวอร์เทกซ์ เป็นต้น
โฟลว์มิเตอร์แบบลูกลอยโลหะต้องติดตั้งในแนวตั้ง และกระแสไหลเข้าจากล่างขึ้นบน เมื่อวัสดุหรืออากาศไหลผ่านจะเกิดความดันต่างระหว่างสองด้านของลูกลอย ทำให้ลูกลอยลอยตัวขึ้นพร้อมแรงส่งขึ้น เมื่ออัตราการไหลเปลี่ยน ตำแหน่งของโรเตอร์ลอยก็จะเปลี่ยนไป ทำให้ค่าคาปาซิแตนซ์หรือความต้านทานเปลี่ยนแปลง และถูกแปลงเป็นสัญญาณไฟฟ้า หลังจากขยายสัญญาณแล้ว ตัวควบคุมเริ่มต้นสามารถทำให้การควบคุมอัตราการไหลเป็นอัตโนมัติได้
โฟลว์มิเตอร์แม่เหล็กไฟฟ้าใช้หลักการที่ของเหลวไหลตัดสนามแม่เหล็กแล้วเกิดแรงเคลื่อนไฟฟ้าเหนี่ยวนำเพื่อวัดอัตราการไหล และสามารถใช้ตรวจวัดอัตราการไหลของของไหลนำไฟฟ้า เช่น น้ำหมุนเวียน เป็นต้น
โฟลว์มิเตอร์แบบวอร์เทกซ์ ซึ่งอาศัยหลักการของถนนวอร์เทกซ์แบบคาร์มัน ใช้ความสัมพันธ์ที่ว่าความถี่การแยกตัวของวอร์เทกซ์แปรผันตรงกับอัตราการไหลในการตรวจวัดอัตราการไหล โฟลว์มิเตอร์ชนิดนี้สามารถใช้ตรวจวัดของไหลที่นำไฟฟ้าหรือไม่นำไฟฟ้าได้ จึงมีการใช้งานอย่างกว้างขวาง สามารถใช้ตรวจวัดไอน้ำ อากาศ และน้ำบริสุทธิ์
5. ปริมาตร น้ำหนัก และฟอง
การตรวจวัดปริมาตรมักใช้วิธีความดันต่าง ซึ่งหมายถึงการคำนวณปริมาตรของของเหลวที่พ่นและระดับของเหลวจากความดันต่างระหว่างจุดสองหรือสามจุดด้านบนและด้านล่างของถังหมัก โดยทั่วไปจะติดตั้งทรานสมิตเตอร์ความดันต่างบนถังหมักเพื่อตรวจวัดปริมาตรภายในถัง
นอกจากนี้ยังสามารถใช้เซนเซอร์ชั่งน้ำหนักเพื่อตรวจวัดน้ำหนักของวัสดุในถังได้อีกด้วย เซนเซอร์ชั่งน้ำหนักมักใช้ในขั้นตอนการผสมสูตรสำหรับการหมัก
การตรวจจับฟองโดยทั่วไปใช้วิธีโพรบอิเล็กโทรด เมื่อฟองลอยขึ้นและถึงเซนเซอร์ จะเกิดสัญญาณไฟฟ้า จากนั้นสัญญาณจะถูกส่งกลับ มีการแจ้งเตือน และเติมสารลดฟอง
6. pH
การทดสอบค่า pH โดยทั่วไปใช้ขั้วไฟฟ้า pH แบบคอมโพสิต ขั้วไฟฟ้าชนิดนี้มีโครงสร้างกะทัดรัดและสามารถฆ่าเชื้อด้วยไอน้ำได้ หลักการทำงานคือเมื่อจุ่มลงในสารละลายร่วมกับขั้วแก้วและขั้วอ้างอิงจะเกิดแรงเคลื่อนไฟฟ้าในระดับหนึ่ง ทรานสมิตเตอร์ pH จะเชื่อมต่อกับส่วนควบคุม และวาล์วอัตโนมัติหรือปั๊มเพอริสตัลติกจะถูกควบคุมโดยระบบลูปเพื่อปรับค่า pH
7. ออกซิเจนละลาย
ปัจจุบัน เนื่องจากคุณลักษณะเฉพาะของอุตสาหกรรมการหมัก จึงนิยมแสดงออกซิเจนละลายในรูปเปอร์เซ็นต์ความอิ่มตัวของอากาศ ก่อนการใส่เชื้อ จะจำลองสภาวะการเพาะเลี้ยงตามปกติ (การกวน อุณหภูมิ ความดันถัง และการเติมอากาศ) และทำการปรับเทียบเต็มสเกล ในขณะนั้นให้ออกซิเจนละลายเท่ากับ 100% และจะไม่ปรับแก้หลังจากการปรับตั้งจนกว่าจะสิ้นสุดการหมัก ดังนั้นค่าที่แสดงโดยขั้วไฟฟ้าออกซิเจนละลายระหว่างกระบวนการหมักจึงเป็นเปอร์เซ็นต์ของปริมาณออกซิเจนละลายในช่วงการปรับเทียบจริง
โดยทั่วไป ในกระบวนการหมักแบบจมลึก ความเข้มข้นของออกซิเจนละลายขึ้นอยู่กับความเร็วที่ออกซิเจนเข้าสู่ตัวกลางเพาะเลี้ยงและความเร็วที่เซลล์ชีวภาพใช้ออกซิเจน ปัจจัยหลักที่ส่งผลต่อความเร็วที่ออกซิเจนเข้าสู่ตัวกลาง ได้แก่ ความเร็วการกวน อัตราการไหลของอากาศ และความดันถัง ขึ้นอยู่กับเทคโนโลยีการหมักที่แตกต่างกัน วิธีปรับออกซิเจนละลายก็แตกต่างกันด้วย โดยอาจปรับความเร็วการกวนก่อน แล้วจึงปรับอัตราการไหลของอากาศและความดันถัง หรืออาจปรับเพียงหนึ่งในนั้นเท่านั้น
คุณลักษณะของระบบควบคุมอัตโนมัติ DCS สำหรับการหมักของ Shanghai Beyond
ระบบควบคุมแบบกระจาย DCS สำหรับการหมักของ Shanghai Beyond ประกอบด้วยเอนจินควบคุมซึ่งประกอบด้วยคอนโทรลเลอร์ PLC รวมถึงบอร์ดวงจรรวม PLC และคอมพิวเตอร์ปฏิบัติการ (หรือส่วนต่อประสานมนุษย์-เครื่องจักร) มีคุณลักษณะของการบริหารแบบรวมศูนย์และการควบคุมแบบกระจาย การคำนวณควบคุมและการเก็บข้อมูลการหมักทั้งหมดทำโดยคอนโทรลเลอร์ PLC และติดตามกระบวนการหมักทั้งหมดแบบเรียลไทม์ผ่านคอมพิวเตอร์ปฏิบัติการ (หรือส่วนต่อประสานมนุษย์-เครื่องจักร) เพื่อจัดระเบียบข้อมูลที่บันทึกไว้ ระบบควบคุม PLC มีอัตราส่วนประสิทธิภาพต่อราคาสูง มีเสถียรภาพดี และได้กลายเป็นตัวเลือกอันดับแรกสำหรับแกนหลักของการควบคุมอัตโนมัติในระบบควบคุมขนาดเล็กและขนาดกลาง
ระบบทั้งหมดประกอบด้วยคอมพิวเตอร์แม่ข่าย/จอสัมผัสภาคสนาม ส่วนต่อประสานมนุษย์-เครื่องจักร PLC ตัวควบคุมการตรวจวัดภาคสนาม เครื่องแสดงผลภาคสนาม เป็นต้น และสื่อสารผ่านอีเทอร์เน็ตด้วยฟิลด์บัส
ระบบ PLC ทำหน้าที่หลักในการรวบรวมและควบคุมค่าการตรวจวัดต่าง ๆ ภายในระบบ แล้วส่งข้อมูลไปยังคอมพิวเตอร์แม่ข่ายผ่านสายข้อมูล ซอฟต์แวร์คอนฟิกูเรชันของคอมพิวเตอร์แม่ข่ายทำหน้าที่แสดงผลข้อมูลแบบเรียลไทม์ บันทึก ตั้งค่าพารามิเตอร์ และประมวลผลข้อมูลย้อนหลัง
คอมพิวเตอร์แม่ข่ายสามารถเชื่อมต่อผ่านอินเทอร์เน็ตได้ ภายใต้การอนุญาต ผู้ปฏิบัติงานที่เชื่อมต่อเครือข่ายอยู่สามารถควบคุมระบบได้
ทั้งหมดนี้คือสิ่งที่เราได้พูดคุยกันในวันนี้เกี่ยวกับการประยุกต์ใช้เทคโนโลยีควบคุมอัตโนมัติในการหมักชีวภาพ หากมีคำถามหรือความต้องการใด ๆ โปรดติดต่อวิศวกรฝ่ายบริการของ Beyond
7/1, 2020

เครื่องล้างและปอกเปลือกด้วยแปรง
ขอบเขตการใช้งานหลัก:
เครื่องนี้ใช้สำหรับล้างแอปเปิล ลูกแพร์ แครอต และผักผลไม้อื่น ๆ ที่คล้ายกันเป็นหลัก ผลิตภัณฑ์นี้ออกแบบตามข้อกำหนดด้านสุขอนามัยของอุตสาหกรรมอาหาร ใช้งานง่าย สะดวกต่อการใช้งานและการบำรุงรักษา และสามารถเชื่อมต่อเข้ากับสายการผลิตอัตโนมัติได้
คุณลักษณะหลัก:
โครงเครื่องเชื่อมประกอบแบบชิ้นเดียวทั้งชุด มีความแข็งแรงโดยรวมดีและสั่นสะเทือนน้อย
ตัวเครื่องทั้งชุดมีโครงสร้างกะทัดรัดและการทำงานเชื่อถือได้ มีการปรับปรุงการออกแบบของแต่ละชิ้นส่วน ทำให้ทำความสะอาดและเปลี่ยนอะไหล่ได้ง่ายขึ้น
ผลิตจากสเตนเลสสตีลทั้งหมด เป็นไปตามมาตรฐานสุขอนามัยอาหาร
สามารถติดตั้งบนสายการผลิตได้ ช่วยให้การผลิตเป็นอัตโนมัติ และใช้แรงงานน้อย
เครื่องประกอบด้วยโครงเครื่อง ระบบขับหลัก ระบบขับตาม ลูกกลิ้งแปรง มอเตอร์เกียร์ อุปกรณ์รับผลไม้ อุปกรณ์ฉีดพ่น ฮอปเปอร์ป้อน และฮอปเปอร์ระบาย ฯลฯ
คุณสมบัติของตัวเครื่องทั้งชุด:
พื้นผิวของลูกกลิ้งแปรงเป็นรูปโค้งวงรี ซึ่งสามารถขจัดคราบ เศษสิ่งสกปรก และสารตกค้างของยาฆ่าแมลงบนเปลือกผลไม้ได้อย่างมีประสิทธิภาพ
ส่วนบนของเครื่องติดตั้งอุปกรณ์ฉีดพ่น ซึ่งสามารถล้างและกำจัดเศษตกค้างทางการเกษตร ใบไม้ และดินที่หลงเหลืออยู่บนพื้นผิวของผักผลไม้ได้อย่างมีประสิทธิภาพ
โครงสร้างโครงเครื่องเชื่อมด้วยท่อสเตนเลสและโปรไฟล์อื่น ๆ มีความแข็งแรงโดยรวมดี ตัวเครื่องทั้งชุดสั่นสะเทือนน้อย และโซ่ส่งกำลังมีฝาครอบนิรภัยเพื่อให้การป้องกันมีความปลอดภัยสูง
เครื่องมีอุปกรณ์รับผลไม้ ซึ่งสามารถลำเลียงวัสดุผลิตภัณฑ์ที่เหลือไปยังช่องระบายได้อย่างมีประสิทธิภาพ แล้วเข้าสู่ขั้นตอนการทำงานถัดไป
หลักการทำงาน:
ผลไม้ที่ล้างแล้วจะถูกส่งมาจากกระบวนการก่อนหน้าเข้าสู่เครื่องล้างด้วยแปรง และเข้าสู่ลูกกลิ้งแปรงที่หมุนด้วยความเร็วสูง โดยอาศัยการชนกันระหว่างผลไม้และแรงเสียดทานจากลูกกลิ้งแปรง จะช่วยขจัดคราบตกค้างทางการเกษตร ใบไม้ และดินบนพื้นผิวของผักผลไม้ อุปกรณ์ฉีดพ่นด้านบนช่วยล้างเศษสิ่งสกปรกที่ถูกขจัดออกไป ลูกกลิ้งแปรงหลายชุดทำงานพร้อมกัน และระบบขับเสริมของอุปกรณ์ลำเลียงผลไม้จะส่งวัสดุผลิตภัณฑ์ไปยังช่องระบาย แล้วเข้าสู่กระบวนการถัดไป
รุ่นและพารามิเตอร์:
ทั้งหมดนี้คือสิ่งที่เราได้พูดคุยกันในวันนี้เกี่ยวกับเครื่องล้างและปอกเปลือกด้วยแปรง
หากมีคำถามใด ๆ โปรดติดต่อวิศวกรฝ่ายบริการของ Beyond
6/23, 2020

เครื่องคว้านเมล็ด
การใช้งานหลัก
เครื่องนี้ใช้หลักสำหรับการคว้านเมล็ดของผลไม้เมล็ดแข็ง เช่น ลูกพีชและแอปริคอต ที่อุณหภูมิห้อง เป็นหนึ่งในอุปกรณ์สำคัญในสายการผลิตเนื้อผลไม้จากผลไม้เมล็ดแข็ง
คุณสมบัติหลัก
สามารถแยกเมล็ดและเนื้อผลไม้ออกได้อย่างมีประสิทธิภาพ
มีประสิทธิภาพสูง ใช้งานง่าย และรองรับปริมาณการผลิตมาก
สามารถปรับระยะห่างของลูกกลิ้งได้อย่างสะดวกและรวดเร็วตามขนาดและชนิดของผลไม้ รวมถึงระดับการสึกหรอของลูกกลิ้งยาง เพื่อให้ได้ผลการคว้านเมล็ดที่ดีที่สุด
มีดปาดเนื้อและลูกกลิ้งยางสามารถเปลี่ยนได้ตามสภาพการใช้งาน และการเปลี่ยนและติดตั้งก็สะดวก
โครงเครื่องใช้โครงสร้างแบบเฟรมที่เชื่อมด้วยท่อเหลี่ยม เหล็กฉาก และโปรไฟล์อื่น ๆ ทำให้มีความแข็งแรงโดยรวมดี
ยกเว้นส่วนป้อนและส่วนปล่อยออก ตัวเครื่องทั้งหมดเป็นโครงสร้างปิดสนิท มีประสิทธิภาพในการป้องกันความปลอดภัยที่ดี
ส่วนประกอบของอุปกรณ์
ลูกกลิ้งยางทำจากยางธรรมชาติคุณภาพสูงเกรดอาหาร ซึ่งทนต่อการสึกหรอและการฉีกขาด ส่วนเพลาลูกกลิ้งและฐานรองตลับลูกปืนที่เหลือทำจากวัสดุ SUS304 ปลอดภัยและถูกสุขอนามัย ลูกกลิ้งยางได้รับการปรับสมดุลแบบสถิตหลังการผลิตเพื่อให้การทำงานมั่นคงและทนทาน
ลูกกลิ้งเฟืองทำจากวัสดุ SUS304 และมีการเพิ่มแผ่นรองที่มีความหนาเท่ากันระหว่างเฟืองแต่ละซี่ เพื่อให้แน่ใจว่าระยะห่างของเฟืองสม่ำเสมอ โครงสร้างเหมาะสมและกะทัดรัด น้ำหนักเบา เดินเครื่องได้มั่นคงและเชื่อถือได้
ปลอกเลื่อนที่ปลายทั้งสองด้านใช้ตลับลูกปืนพลาสติกวิศวกรรมคุณภาพสูงนำเข้า ไม่ต้องบำรุงรักษา หล่อลื่นตัวเอง ทนต่อการสึกหรอ และทำงานเงียบ ความยาวของมีดกดสามารถปรับได้ตามความต้องการจริง และชิ้นส่วนทั้งหมดถอดประกอบและติดตั้งได้ง่าย
หลักการทำงาน
ขณะทำงาน ผลไม้ที่ล้างสะอาดแล้วจะเข้าสู่เครื่องทางช่องป้อน และถูกกดอยู่ระหว่างลูกกลิ้งเฟืองกับลูกกลิ้งยางด้วยกลไกกดแกนแบบลูกสูบ ลูกกลิ้งทั้งสองหมุนสวนทางกัน และเนื้อผลไม้ส่วนใหญ่จะถูกกดเข้าไปในช่องว่างของลูกกลิ้งเฟือง เมล็ดจะถูกบีบอยู่ในลูกกลิ้งยางที่มีความยืดหยุ่น และแผ่นหวีจะเขี่ยเนื้อผลไม้ออกจากช่องระหว่างแผ่นเฟือง เมล็ดที่ยังมีเนื้อผลไม้ติดอยู่จะเข้าสู่ชุดล้างเมล็ดเพื่อแยกเมล็ดออกให้เสร็จสมบูรณ์
เมื่อพิจารณาว่าขนาดของเมล็ดแตกต่างกันในแต่ละล็อต รูยึดตลับลูกปืนของลูกกลิ้งยางจึงออกแบบเป็นรูปวงรี ทำให้สามารถปรับระยะได้ในระดับหนึ่ง เพื่อปรับระยะห่างระหว่างลูกกลิ้งยางกับลูกกลิ้งฟันให้เหมาะกับเมล็ดที่มีขนาดต่างกันในแต่ละล็อต
รุ่นและพารามิเตอร์
ทั้งหมดที่เราได้พูดคุยกันในวันนี้เกี่ยวกับเครื่องคว้านเมล็ด มีเพียงเท่านี้ หากมีข้อสงสัยใด ๆ โปรดติดต่อวิศวกรบริการของ Beyond
6/13, 2020
บทนำเกี่ยวกับระบบบริหารการผลิตในระบบป้องกันความผิดพลาด
ระบบบริหารการผลิตทำให้กระบวนการผลิตมองเห็นได้และควบคุมได้ เวิร์กช็อปดิจิทัลผสานรวมข้อมูล เครือข่าย ระบบอัตโนมัติ การบริหารจัดการสมัยใหม่ และเทคโนโลยีการผลิต เพื่อสร้างแพลตฟอร์มการผลิตดิจิทัลในโรงงาน ช่วยยกระดับการบริหารจัดการและการผลิตของเวิร์กช็อป เพื่อให้บรรลุการผลิตแบบคล่องตัว
หน้าที่หลักของระบบบริหารการผลิตในระบบป้องกันความผิดพลาดคือ:
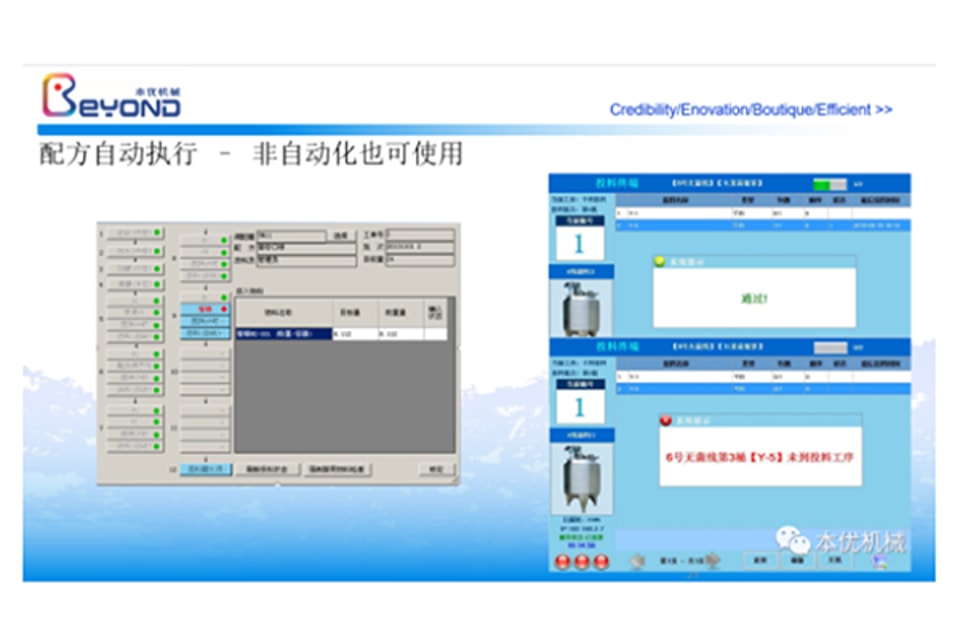
1、การจัดการสูตรอัจฉริยะ เรียกใช้งานได้ยืดหยุ่นและสะดวก
เซิร์ฟเวอร์จัดเก็บและบริหารสูตรการผลิตทั้งหมด และรองรับสูตรที่กำหนดเอง เมื่อฝ่ายผลิตจัดทำแผนการผลิต ขั้นตอนการผสมสามารถเรียกใช้ได้อย่างยืดหยุ่นด้วยการกรอกหมายเลขสูตร หลังจากสายการผลิตได้รับมอบหมายงาน สูตรจะถูกโหลดเข้าสู่คอมพิวเตอร์ของสายการผลิตปัจจุบันโดยอัตโนมัติ
2、ควบคุมกระบวนการชั่งตวงวัตถุดิบด้วยคอมพิวเตอร์ และแจ้งเตือนเมื่อเกิดข้อผิดพลาด
เมื่อสายการผลิตทำการชั่งผสม ผู้ปฏิบัติงานเพียงต้องทำตามคำแนะนำบนคอมพิวเตอร์เกี่ยวกับขั้นตอนการชั่งผสมและการเติมวัตถุดิบทีละขั้น ก่อนชั่งแต่ละครั้ง ผู้ปฏิบัติงานต้องใช้ปืนสแกนเพื่อตรวจสอบว่าวัตถุดิบถูกต้องหรือไม่ และวันหมดอายุผ่านหรือยัง หากเกิดข้อผิดพลาดดังกล่าว ไฟเตือนสีแดงจะติด และจะไม่สามารถดำเนินการขั้นต่อไปได้จนกว่าจะแก้ไขข้อผิดพลาดแล้ว ในระหว่างกระบวนการชั่ง คอมพิวเตอร์จะเปรียบเทียบน้ำหนักที่ป้อนเข้ามาของวัตถุดิบ หากคลาดเคลื่อนเกินช่วงที่กำหนด คอมพิวเตอร์จะส่งสัญญาณเตือน และจึงสามารถดำเนินการขั้นตอนถัดไปได้หลังจากปรับน้ำหนักให้ถูกต้องแล้ว การใช้เครื่องชั่งอิเล็กทรอนิกส์หลายประเภทสามารถให้ความละเอียดและความแม่นยำแตกต่างกัน จึงใช้ชั่งวัตถุดิบหลักและวัตถุดิบเสริมแยกกัน
3、การตัดสินวัตถุดิบอัตโนมัติตามสูตร และใช้หลักมาก่อนออกก่อนสำหรับวัตถุดิบ
ก่อนเริ่มการผลิตแต่ละล็อต คอมพิวเตอร์ของสายการผลิตจะเรียกใช้สูตรที่ต้องการสำหรับการผลิตครั้งนี้โดยอัตโนมัติ และแจ้งหมายเลขวัตถุดิบ ตำแหน่ง และข้อมูลอื่น ๆ แก่ผู้ปฏิบัติงาน การใช้วัตถุดิบเป็นไปตามหลัก ‘มาก่อนออกก่อน’ คอมพิวเตอร์จะให้ความสำคัญกับวัตถุดิบที่เก็บก่อน และระบบจะลงทะเบียนวัตถุดิบออกจากคลังโดยอัตโนมัติหลังจากชั่งตวงส่วนผสมสำเร็จ
4、บันทึกข้อมูลการชั่งผสมแบบเรียลไทม์ และตรวจสอบย้อนกลับได้ตลอดกระบวนการ
หลังจากชั่งผสมสูตรสำเร็จแต่ละครั้ง ระบบจะบันทึกข้อมูลการชั่งผสมอย่างละเอียดโดยอัตโนมัติ เช่น ชื่อวัตถุดิบ หมายเลข ค่าเริ่มชั่งจริง ค่าความคลาดเคลื่อน เวลาชั่ง ผู้ชั่ง หมายเลขล็อต หมายเลขใบสั่งงาน เป็นต้น สำหรับข้อมูลการชั่งที่เสร็จสมบูรณ์ทั้งหมด ระบบมีฟังก์ชันค้นหาและสถิติ ค้นหาได้ตามวันที่ หมายเลขล็อต หมายเลขล็อต ผู้ปฏิบัติงาน และข้อมูลอื่น ๆ ผลการค้นหาสามารถส่งออกเป็นสเปรดชีตได้
5、ตรวจสอบก่อนผสม เพื่อให้มั่นใจในความถูกต้องของกระบวนการและปราศจากข้อผิดพลาด
ชนิดของวัตถุดิบปริมาณน้อยและสารแต่งกลิ่นจะถูกควบคุมการระบุด้วยรหัสในระหว่างกระบวนการชั่ง เพื่อลดการคัดเลือกวัตถุดิบปริมาณน้อยและกลิ่นรสต่าง ๆ ด้วยมือให้มากที่สุด และหลีกเลี่ยงความผิดพลาดในการเลือก สำหรับวัตถุดิบเสริมปริมาณมากที่ไม่สามารถชั่งได้ เช่น น้ำตาลทรายขาว เป็นต้น สามารถเพิ่มได้ด้วยการแจ้งเตือนข้อมูล เพื่อให้สามารถตรวจสอบและบันทึกวัตถุดิบเสริมทุกชนิดในขณะชั่งผสมได้ หลังชั่งเสร็จ ฉลากชั่งจะถูกพิมพ์ออกมา และวัตถุดิบแต่ละรายการจะจับคู่กับฉลากทีละรายการ ความถูกต้องครบถ้วนของคำสั่งผลิตจะถูกตรวจสอบตามฉลากชั่งในระหว่างกระบวนการผสม วัตถุดิบในล็อตจะถูกจับคู่กับถังผสมทีละรายการ
6、การอ่านบาร์โค้ด/QR code และพิมพ์ฉลากน้ำหนักอัตโนมัติ
ในกระบวนการบริหารจัดการวัตถุดิบในคลัง ส่วนผสมตามสูตร และการนำสินค้าสำเร็จรูปออกจากคลัง จะใช้ระบบจัดการระบุฉลากบาร์โค้ด (QR code) ตลอดกระบวนการ ในกระบวนการรับเข้าคลังวัตถุดิบ การผลิตส่วนผสม และการบรรจุสินค้าสำเร็จรูป เครื่องพิมพ์ฉลากจะพิมพ์ฉลากที่มีบาร์โค้ดออกมาโดยอัตโนมัติหลังการชั่ง แล้วจึงติดฉลากด้วยมือหรืออัตโนมัติ เนื้อหาบนฉลาก QR code ของวัตถุดิบที่ต้องเบิกออกจากคลังประกอบด้วย: แผนการผลิต ประเภทการผลิต กะ การผลิตตามแผน ปริมาณที่วางแผนไว้ ชนิดของวัตถุดิบปริมาณน้อยที่ต้องเติม น้ำหนักของวัตถุดิบปริมาณน้อยที่เกี่ยวข้อง ช่องป้อนวัตถุดิบ ผู้รับวัตถุดิบ เวลารับวัตถุดิบ เวลาเติมวัตถุดิบ เป็นต้น จากนั้นจึงดำเนินการขั้นตอนถัดไปผ่านฉลากนี้
การนำโมดูลการทำงานเหล่านี้ไปใช้ จะวางรากฐานที่มั่นคงสำหรับการทำให้การบริหารการผลิตของโรงงานมีความเป็นสารสนเทศ และช่วยเพิ่มประสิทธิภาพการผลิตของโรงงานได้อย่างมาก
มุ่งมั่นสู่การผลิตอัจฉริยะ Beyond ก้าวไปข้างหน้าเสมอ!
5/26, 2020